

���������ҹ��������ķ�չ����������ˮƽ����ߣ��ҹ������������������������ӣ�2007���ѳ���������ֻ������ָ��ʽ�ص�������Ӧ�ķ��������Ļ�����ҲԽ��Խ�ݲ���ȫͳ�ƣ������Ѵﵽʮ����֡�������֪���������Ĺ�����3004�ƺŵ����Ͻ𡢹���5182�ƺŵ����Ͻ���Щ���Ͻ��������ʵ�ԭ�������ƶ��ɵġ���Ŀǰ�ҹ����յ���������������ʹ�ã��Ƴ��˸��Ƶ�A102��ADC-12���DZ������ȵ��β��ߵ����Ͻ�ʹ�������ļ�ֵû�дﵽ��Ч���ã��ھ�������ɺܴ���˷ѡ�����ܰѻ��յķ���������ͨ��������ԭ�����Ʊ������Ƴɷ��Ϲ��ұ���3004�ƺ����Ͻ�������Щ���Ͻ�ͨ�����������������͵ȹ��ռ��������Ƴ��µ������ޣ�ʵ���ظ�ѭ�����ã��������������˷��������ĸ�ֵ�������ã����һ������õľ���Ч�����ỷ��Ч�档
��������3004�ƺ����Ͻ������ָ��Ҫ��ߡ������Ѷȴ����磬�������俹��ǿ��Ҫ�ﵽ 260 MPa��������Ҫ�ﵽ3%���ϣ����������ƹ���ʱ�ƹ��ʲ��ܳ��������֮��(��5��PPM��)�����Ե�ĿǰΪֹ�����ڻ�û���÷�������������3004�ƺ����Ͻ����������ҵ��Ҳû��һ���÷���������������ֵ�����Ͻ���Զ�������Զ����������ߡ�
����������������ҵ�ķ��ٷ�չ���Ƽ����³�Ϊ�ƶ���ҵ������ǿ������Խ��Խ�����������ҵͶ�뵽���з�ר�����������¡���������֪ʶ��Ȩ������ʵ��������������ʽȼ�ա�����������������ܼ����¼����¹�������������ҵ�ڵõ����ƹ���ռ����ڼ��ɴ��������ָ���£��������硢����ҵ���������������¼������¹������ڱ���ѧ��һ�廯���з���ҵ�������ϣ�δ��������������ҵ�������ش�ļ���ͻ�ơ�
�������������ޱ�����ԭ�����Ʊ������ڹ������нϳ���ļ���·�ߣ�������������˾�ȴ�����ҵ���������;�ʮ������ѽ�����һ�����Ƚ��������������̺ͼ���װ����������۹��ڰ����ڻ�û��һ����������ҵ�������á�Ϊ�����ս��ɷ����ҹ�����ķ���������ѭ�����������ߣ��������������������µĶ�����ҷ���ר��������ʵ������ר����������������չ����Ƚ��ļ�������о������һ�������й���ɫ�ķ���������������ԭ�����Ʊ������������������̣���������ש�������ҹ�ͬ̽�֡�
����һ������������ѭ��������������·��
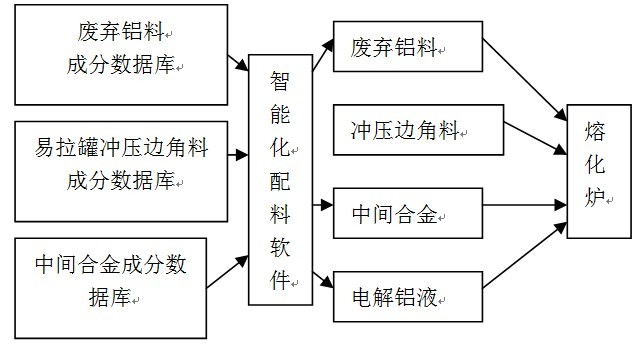
�������ݷ����������ijɷ��������ص㣬����·����Ҫ�����ֹ��ɣ�Ԥ�����������������Ƽ����������徫������������ϸ��������ÿ���������ɶ������������ɣ�
����1. ����������Ԥ��������
������������������������������������(�����)——���������ķ�ѡ(ӫ���ѡ��)——�����ޱ������(����Ҥ)——��������ȼ�պ;���(�������ա��ɷ��ճ�)——��תɸ������̼(ǿ����ɸ)
����2. �����������������Ƽ���
�������������(������������)——�ྮͶ��(����ʽ˫��˫ѭ������¯����еѭ����)——��������������
����3. �����徫������������ϸ������
����¯�ھ�������(���ϽϾ������ʷ�)——¯�����߳���(���߳����豸)——����(�մɹ��˰�)——ϸ������——�����ɰ嶧�����(��������)
������������������ѭ�����������ߵĹ�������
�����ñ�����ԭ�����Ʊ�����������������������������Ҫ�����������£�
����1. Ԥ��������·��
�������ڻ������ķ��������ɷֺ����ζ��൱���ӣ��ر����ҹ��ķ�Ʒ���������£�����������ķ������ϣ���˱������Щ���յķ�������ԭ�Ͻ��б�Ҫ��Ԥ�������ڷ���������Ԥ���������ϣ�һЩ����������γ���һ���������������գ��������IJ�����˾�������˶����Ƚ�������ʹ����������������Ⱦ������µõ��˿�����Ч�Ĵ��������ǽ���˴���ɹ��ļ���·�ߣ�ȡ��ؼ�������Ҫ�㣬�����ù����豸��������ӽ������Ƚ���������Ԥ���������ߡ�
�������������������鹤�������ʵؽ��ᣬΪ�˱�������ʹ洢�����ֻ��յ��ķ������������ζ����ƻ���ѹ�ɱ��ϣ��ڻ�����ҵ�г��õĺͽ��ڵķ����������Ҳ�Ѿ����ѹ�顣���ڱ��ϼ�ѹ���������ʱ����ɳ����֣����һᵼ�·����������ϵľֲ����գ�Ӱ����ұ�������������ڳ���֮ǰ����Է��������������鴦����ʹ��������¶�����ڳ��ᡣ
����������������ý���ij��������PS-1����ʽ��������л�е���飬���豸ÿСʱ�ɴ���1~2�����ϣ���ֱ������������ѹ�飬����˴�ͳ�豸ֻ�����鵥�����������⣬���������Ч�ʡ�����ʱ�����ϻ�ѹ�飬�����ʹ����Ϸ��ļ��Ͽ�ֱ��������������������õ�2~3�������ҵ���Ƭ���������ʹ������µ���ѡ�豸��
���������������ķ�ѡ�����ڷ��������Ļ����г�����ɱ���������������ȷ����ϣ�Ҳ�����ڷ����������У��в��ֹ���IJ����������ϣ�ѹ�����������֣���˷���������Ƭ�в��ɱ������뺬�����ȷ����ϡ�����3004�Ͻ�������������ϸ��Ҫ�����Ա�����Ͷ¯ǰ�Ѵ�����ԭ�Ϸ�ѡ������
����������������Ϻ�ij��ҵ�����²�ƷMST X55B��ӫ���ѡ������ʵ�ַ������ķ�ѡ�����ּ����ķ��뾫�ȿɴ�5×10-5(����ѡ����Ϊʮ���֮��)��Ŀǰ�����ľ��ȴﵽ�˹�������ˮƽ������Ƭ�����ʹ���������ӫ���ѡ�豸�����ü���(X����ӫ��)�ĸ߷ֱ�����������ʶ�𣬲�ͨ��ѹ��������������ķ�����������������мд��ķ�������ͺ�����������ѡ��ľ�������Ƭ�����ʹ������µ������豸��
���������������ı�����Ṥ���������ޱ������㣬���в����к��ؽ���Ԫ�غ�̼�⻯������Dz��������Һ�����к����ʺ����壬Ӱ��Ͻ�����;����ȼ�ղ������к�����Ҳ������ʱ�Ļ�������������Ⱦ������������Ƭ���汩¶���⣬������������Ӵ���Ӧ�����������кܵ͵���������ʹ�����ں̵ܶ�ʱ���ھ����������¶ȣ���ʹ��ֽ⡢̼��������Ӱ�쵽������Ƭ��ұ������������������ú���ij����������תʽ����Ҥ����ѡ�������Ƭ�����ʹ�Ѹ�����벢ͨ����ȷ����(����������5��)������Ҥ�У�һ������Ҥ���¶ȿ�����300��~500�����ң�������¯��Ѹ�����£��ڶ�ʱ���ڴﵽ�����¶ȣ���ʹ���ϱ������ֽ⡢̼������ʼʱ��Ҫ��һ�������ܣ����ﵽһ���¶�֮�����ܾ���Ҫ���������ޱ�����̿�����̵ķ�����ά�֡�����תʽ������Ҥ�У���������㱻̿����������ת���̵�������̼�����������䡣�����ڴ˹����з��������еIJ�����ˮ��Ҳ�õ���ɣ������˺�������������е�ˮ����ˮ��Ӧ�Ŀ��ܣ�ʹұ�������������İ�ȫ�õ���֤��
������������ȼ�չ�������Ҥ�������������¶�һ����300��~500�����ң���������г��۳�����д�������ȷ�Ӧ�����������к�����Ϳ�ȼ���壬�����������������Ⱦ��ֱ���ŷ���Ȼ���С���ˣ��������ŷ�ǰ���������������ȼ���豸�����д����������ͽ���ij�����豸���������Ƶ�TQ-2�Ͷ���ȼ�մ����豸��ʹ����ֱ�ӽ���һ�����¼����ң�˲�䱻���ȵ�1150�����ң�ʹ�����������գ�Ҳ������δȼ�������ĩ���г��ȼ�գ�����ȼ�պ���������뻻����(���η���״)��������ת�����תҤ�У�ʹ����ų�����������180�棬�����������f��(�°�����)���к����壬�������õ�������á�������������ĩ�ˣ�������������������������̳���������һ��������ʽ�ճ�����ʹ�ַ۳��õ����գ��ڶ��������ܹ��˼����������ܹ������У��̳��õ����Ļ��գ�ʹ����ŷŵ������ﵽ���Ҷ����ŷű���
����������������������̼�������ڸ���ԭ�����̼�������������Ƭ�ϻ������������̼�����̼�������ٴ����Ի�ø߶Ƚྻ����Ƭ�ϡ����ǵ��о�����������������ȷ���ı�����Ṥ���̼���������������Ľ���������Խ��ͣ�����ǿ����ʵ���������̼�����ķ��롣����������ú���ij��������2YK1000��ǿ����ɸ��ÿСʱ�ɴ�������Ƭ2�����ң�������������Ƭ����ǿ����ɸǿ���裬ͨ��ǿ����ʹ̿��ȫ��������룬����˸߶Ƚྻ����Ƭ�ϡ�
����2. �����������������Ƽ���·��
������������·�ߵĻ��������ǰ�Ԥ�����������ƬͶ������¯�У��������Ⱥ��ۻ���Ϊ���壬�ٶ��ۻ����������гɷֵ����ȴ��������õ��ɷֺϺ���Ҫ������Ͻ�Һ������������Ĺؼ����ڣ�������֮��Ч�Ĺ������豸������Ƭ������ʱ�������ܺĺͻ�����Ⱦ�����ܵĽ�����͡�
������������Ϲ����������������ɹ����ҧ�ϼӹ����ɵģ���122mm��ֱ��66mm���ں�0.13mm����14.93��(��11.21�ˣ���3.38�ˣ�����0.34��)�������ijɷ���Ҫ���������Ͻ���ɣ������Ĺ��������3004���Ͻ𣬹���5182���Ͻ�������5042���Ͻ���ɷּ���������1��
��1 ��������ɲ��ּ������������۵Ļ�ѧ�ɷ�
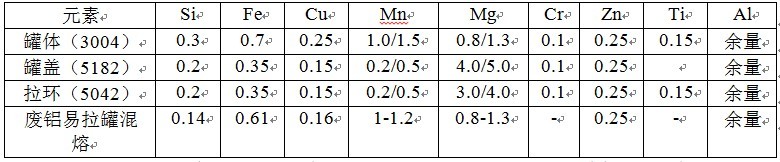
ע��Mn��MgΪ��Ҫǿ��Ԫ��;Si��Fe��Cu��Cr��Zn��Ti��ϵΪ����Ԫ��
����������յķ����������ٴ����������ɷֿɺ��Բ��ƣ�������ǵIJ��ϲ�ͬ��������ʹ����Ҳ���ѽ�����Ƿ��룬���ԣ�����˼·�ϣ�������3004�Ͻ�5182�Ͻ���Ӳ���˫�������������ơ�����ÿ����ԭ�ϵijɷ����в��죬����ǰҲ��ȡ�����ѽྻ��������(������1��)���ۣ��Եõ����Ƶĸ�Ԫ��ƽ��ֵ�������ϲο�ϵ����
������ʵ�������н���ʹ�ü�����������ϡ����ַ������ü����������Ժ;�ȷ�ԣ����ݶ���ʵ�����飬�������������ص�������ƶ��ɣ�����ԭ�����ݿ�(1 500~2 000¯�εļ�������)����Ч�ؽ�����������⡣
ͼ1 �����������������ͼ
����ͬʱ��Ϊ���һ�δ������ϳɹ��ʻ�Ӧע��ԭ�����ݿ�Ľ��������ǶԲ�ͬ���Ρ���ͬ��Դ���ѽྻ�������������ϵijɷ֡�����״�����м�⡢ͳ�ƣ��������������γ�ԭ�����ݿ⡣��2��15����������3004�Ͻ����ϵ���ʵ������3�������������õ���������3004�Ͻɷ�������Ҫ��ijɷֶ��ա�
�������ϱ�3���Կ���������������������3004�Ͻ��ڻ�ѧ�ɷ����ǿ��Դ��ġ�����ע����ǣ�˫��������Ķ��٣��ؼ�����MgԪ��ֵ�ĸߵͣ�����Ԫ�سɷ־��нϴ�ĵ����ռ䡣
����������������Ͷ¯����
����Ŀǰ���������������ҹ��ij���ʹ���У�����ҵ���Dz���ֱ��Ͷ¯���е��ǽ�ѹ��ѹ����ˮ�У��е��ǽ�����װ��ֱ�����룬�������ܶȵͣ�������������Ư������Һ�ϣ�������������Ӹ߲��£�����������������ҲӰ������Һ��ұ��������
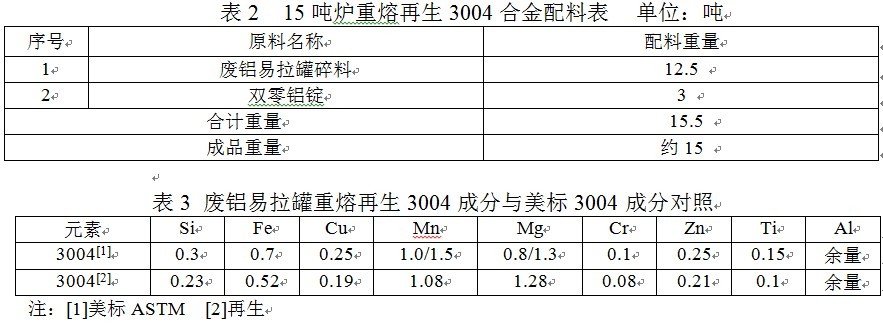
����Ϊ�˽��������⣬����¯����������������Ʋ��ѻ�ù���ר��������ʽ˫ѭ��˫������¯����¯��������ᱡ��Ϊ���϶���ƵĽ����͵��������¯��
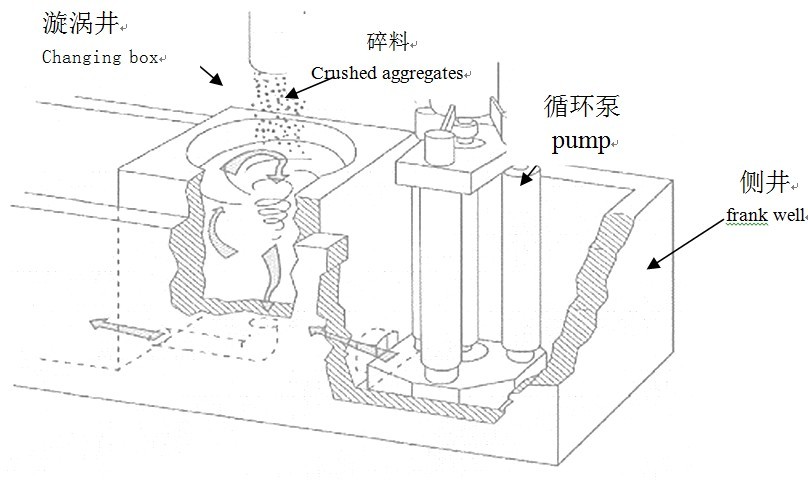
ͼ1 ����ʽ˫ѭ��˫������¯�ṹͼ
����˫��ָ����һ�������Һ�һ��������;��ν˫ѭ����һ��ָ¯��ѭ��������ָ��Һѭ����������ѭ����ʽ�Ƿֱ�ͨ������ʽȼ���豸�ͻ�еѭ������ʵ�ֵġ���������ʽȼ�ռ����������Զ�����¯ѹ���ص㣬ʹ���治ֱ�Ӽ�����Ͷ���ϣ�����ͨ�����Ҽ������ͨ����ʹ¯����ѭ��ת�����Ԥ������;�����еѭ���ã��������ҵ�����ˮͨ����ش�������ң�������ˮ��ˢ��Ͷ������ϣ�ʹ���ۻ�������ˮ�У����һ�����������������г��۾�����Һ�Ӽ��������ɻ�е�ô���ྮ�������о��������������µ����У���ʹ�������������ƬѸ�ٳ������Һ���£������Ŀ������룬���������������ʣ�ʵ���˵���ĵ���������Ƭ��������ͨ�������Ķ���Ͷ�Ϸ�ʽ��������ͨ����е�����г��ۼ��룬��Ĵ����ͨ��¯�ż�������ļ����ң�ʹ���Ľ��͵���ͳ̶ȣ��ܺ�Ҳ�����٣������ﵽ�˽��ܼ��ţ��ͺĸ�Ч��Ŀ�ġ�
����ʵ��������ͨ����������һý�飬��¯���������ȱ�ת���ɿ����������ȶ��õ��������ã������ų��¶ȿɽ���150�棬������Ԥ�ȵ�800�����ҵĸ��£��Ȼ���Ч�ʴﵽ85%���ϡ������������Խ�Լ������Դ�������Դ�����ȼ�ϵ�����ȼ���¶ȣ���������ʱ�䣬���������ʡ�����������Ӧ�Ľ��ܴ�ʩ���ۺ�Ч����ȼ�Ͽɽ�ʡ30%���ϡ����ң�����¯���������õ�����Ч�Ŀ��ƣ���Һ������Ҳ��Ӧ�õ����ƣ�������״̬�£����Ŀɽ���2~3���ٷֵ㡣 �ټ��ϣ�˫��˫ѭ��¯������Һѭ���ú����м��Ͼ�����Ч�ؽ���˵��ܶ��鱡�ϵļ��뷽����������������������Ƭ�������ʣ�ʹ�������յ�����ѿɴ�97%���ϡ�
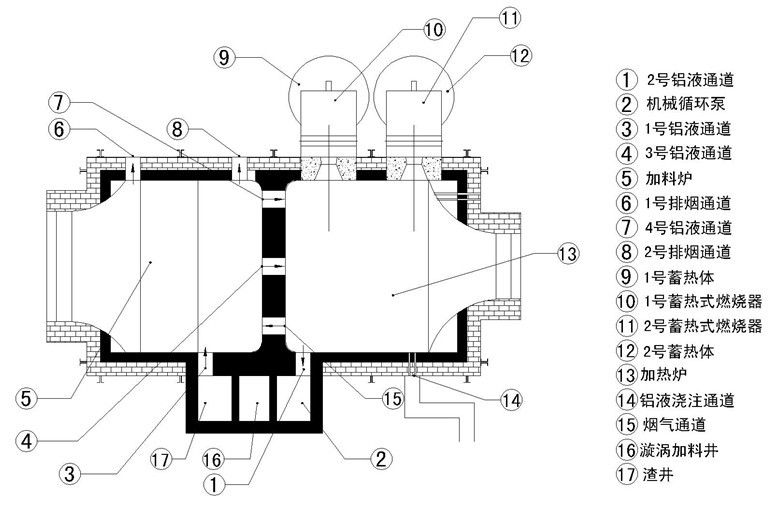
�����������������ڷ���������������Ӧ�á�����һЩ��������ҵ��������������ʱ��Ϊ��ʹ����ĸ��۵�Ͻ�Ԫ��(��3004�Ͻ��е���)�ܳ���ܽ�����Һ����������Һ�¶���ߵ�850��~1050�棬��¯���յ�ͨ�죬Ȼ����Ͷ�ϣ�������������Ŀ����Ϊ�˼ӿ��ۻ��ٶȡ�����������������⣺һ�Ǹ��¼������������ֺϽ�Ԫ�ص��������𣬼Ӵ��������Ͻ�Ԫ�ص���ģ������������Һ���������Ĥʧȥ�˱������ܣ���Һ�������أ�������Һұ��������;����Ϊ�������Һ�¶ȣ��ܺ�Ҳ�Ʊش�������ӡ�ͬʱ��Ϊ��֤��Һ��ұ���������ֱ���Ӵ������ʵ����ȣ����Ӿ������ͱ��ʼ����������ӳ�����ʱ�䣬�����ֽ�һ���������Һ�Ĵ����ɱ�����ˣ�����������ʹ�����������з��Ĺ��ҷ���ר��“����������������”����˵���Dz����ʵ����¶������ʵ��Ľ��跽�������ӿ�Ͻ�Ԫ�ص��ܽ⣬ʵ����������630��~730���������͵��ʣ��Ӷ�ʵ���˸�Ч�ʵ��ܺģ���������ʵ���Һ��
ͼ2 ��еѭ���ú����м��Ͼ���������ʾ��
����3. �����徫������������ϸ������·��
���������������Dz�ȡ��Ӧ�ľ������ʴ�ʩ������Һ��ұ��������ʹ����ȡ��������Ӽ�������֯���Ϲ涨Ҫ����������Ͻ�Һ;ϸ����������ʹ��õ�3004�Ͻ���и��õ��ۺϻ�е���ܣ���Ҫ�иߵĿ���ǿ�ȣ���Ҫ�кܺõ����Ժ���չ�ԡ�
����¯�ھ������ʹ��������������о������ʷ��������������Ĺ��ҷ���ר������“���ϽϾ������ʷ���”Ϊ�����“ϡ�����Ͼ������ʴ�����������”����һ�����������ұ�������������ݲ�ͬϡ��Ԫ�صIJ�ͬ���ԣ�����ش����γɸ��Ͼ�������ȷ���ijЩϡ��Ԫ�ر��ʹ��ܣ�ʵ�ֳ�Ч���ʺ�ϸ������������������;������ijЩϡ��Ԫ�ظߵ縺�Լ��������ԣ����������й��⼰ȥ���������ӣ�ʵ�ֶ�����ľ�������ά��5~7Сʱ��ʹ��������Ч���ﵽ�����״̬����Ч�ظ��������Ͻ��ұ�����������ܡ����ָ��Ͼ��䴦�����ղ������к��������ж����ʣ����������ڴ����е����𣬴������˻������ɣ������������ɱ����Ӷ���Ϊ��������ɫ��Լ�������Ͻ����帴�Ͼ��䴦�����ա����ң�����ϡ�����ص����ԣ���������������Һ���ұ����������������ܣ�����ʹ��Ʒ�ʴ�����½�����Щ��Ϊ���������������������������Ƴ��������ѹ������Ҫ���3004�������ṩ����Ҫ��������֤��ʩ��
����¯�����߳����������Ͻ���Һ�ھ������Դ�����������������Ͻ�����������к����ʣ��ر��ڰ������������ϣ���Һ����ͨ��һ�����ȵ����۽��н�ע���������ע���������е���������������ʹ��Һ���ֶ�����Ⱦ��ʹ�����γ����ס����ɡ����ӵ�ȱ�ݣ�ֱ��Ӱ���������������ܡ���ѧ�����Լ�ʹ�����ܣ�����б�Ҫ�Խ�ע�����е�������������߾���������������Щ�к����ʡ�
���������̵�¯�����߳���ϵͳ����ú���ij��������HKLDU-�������߳�������װ�ã�����װ�ý�����Һ���ۣ�����ˮͨ��������ʱ��ʯīתͷ��������Һ������г���������Ч���ܺá�
������������˹�����¯�����߳���װ�õĺ�˻�ʹ���㽭ij����������Һר���մɹ��˰壬����������50µm���ң��ɽ�һ��������Һ�еĹ������ʣ�������עǰ����Һ��
����������ϸ����������ϸ������������֯����������߲��ϵ���ѧ���ܣ����ҿ��Ը��Ƴɷּ���֯�IJ������ԡ���С�������ɡ���С���������Ʋ��ϵĺ����ӹ����ܡ��ٽ����������ǵͺĸ�Ч�ظ��ƽ���������֯�Ĺؼ���Ŀǰ�����ϸ���������Dz���AlTiB�м�Ͻ������ӺϽ�Һ�еĽᾧ���ģ��Ӷ��ﵽϸ��������Ŀ�ġ����ǵ��о�������������������������ʹ�Ͻ�ᾧ����ʱ�������ˣ���ʮ��������ϸ�����ֽ������ϵ���̬��֯������������һ�����������ˣ���˶Ի���������(��)������Ⱦ���ֳ�Ӧ�÷��㣬�ɱ��ͣ���Ч���Ƴɷ�ƫ�������ʸ�������С��������С�������ɣ��ǽ���������֯ϸ��������Ĺ��ա��ü�����ȡ��ר������������ʵ���еõ���Ӧ�ã�����˿Ƽ���������������������ѡ��������֮��Ч�������������ͳ����AlTiBϸ���������ϵ�·�ߣ�ʹ������3004�Ͻ���������ܸ���һ��̨�ס�
������������
������������������������ԭ�������Ʊ������ߣ�����������������������ĴﵽASTM������Ҫ���3004�Ͻ�������
������������������������ԭ�������Ʊ������ߵļ���������ʵ���У��������̼�ݿɿ�������װ����۲��ߣ���Լ����������ң�����Ϊ���ڵ���������ҵ�����ܡ�
����������·�������Ƚ�������ʽ��������������������ϡ�����Ͼ������ʵ�ר�����������䱸�˾�������֪ʶ��Ȩ�ķ�������ȼ�ռ��༶�������������Ļ����豸�������һ�����������ߣ�����Ƚ������ܺġ����ģ��������к�����Ի�����������Ⱦ���������˷���������ʹ�ü�ֵ����һ���ɴﵽ��ֵ�����õ���ɫ���������ߡ�
(���α༭������)